

Bi xêr hatin bo Çûangrongê




OEM/ODM HDPE EF Fittings Electrofusion HDPE 45 Pile Elbow
Agahiyên Berfireh
CHUANGRONG şîrketek entegre ya pîşesaziya parvekirinê û bazirganiyê ye, ku di sala 2005-an de hate damezrandin û li ser hilberînaLûleyên HDPE, Fîtûng û Valf, Lûleyên PPR, Fîtûng û Valfên zextkirinê yên PP, û firotina makîneyên qayimkirina lûleyên plastîk, Amûrên lûleyan, Kelepçeyên Çakkirina Lûleyanwate ya vê çîye.
CHUANGRONG dikare Fîtûrên Elektrofusion ên HDPE-yê yên bi kalîte ji bo Av, Gaz û Petrolê DN20-1200mm, SDR17, SDR11, SDR9 bi barkodê bi bihayê reqabetê peyda bike.
PE100 Electrofusion 45 Pile Elbow Ji Bo Dabînkirina Av û Gazê Petrolê
| Cureyê Amûrên Girêdanê | Taybetmendî | Diameter (mm) | Çap |
| Fîtûrên Elektrofusion ên HDPE | Koplerê EF | DN20-1400mm | SDR17, SDR11 SDR9 (50-400MM) |
| Kêmkerê EF | DN20-1200mm | SDR17, SDR11 SDR9 (50-400MM) | |
| EF 45 pile enîşk | DN50-1000mm | SDR17, SDR11 SDR9 (50-400MM) | |
| EF 90 pile enîşk | DN25-1000mm | SDR17, SDR11 SDR9 (50-400MM) | |
| Tîpa EF | DN20-800mm | SDR17, SDR11 SDR9 (50-400MM) | |
| Tee Kêmkirina EF | DN20-800mm | SDR17, SDR11 SDR9 (50-400MM) | |
| Qapaxa Dawî ya EF | DN50-400mm | SDR17, SDR11 SDR9 (50-400MM) | |
| Dawîya EF Stub | DN50-1000mm | SDR17, SDR11 SDR9 (50-400MM) | |
| Zêniya Şaxa EF | DN63-1600mm | SDR17, SDR11 | |
| Zênîya lêdanê ya EF | DN63-400mm | SDR17, SDR11 | |
| Zêniya Tamîrkirina EF | DN90-315mm | SDR17, SDR11 |
Bi xêr hatin serdana kargeha me an jî pêkanîna denetimek ji aliyê sêyemîn ve.
Ji bo hûrguliyên hilberan û karûbarê profesyonel bi me re têkilî daynin.
Ji kerema xwe e-nameyê bişînin:chuangrong@cdchuangrong.com
Danasîna Berhemê



Fîtûrên HDPE yên Elektrofusion ên 45 pileyan ji bo dabînkirina avê PN16 SDR11 PE100
1. Pêlên HDPE yên elektrofusionê ji hêla makîneya elektrofusionê ve têne weld kirin da ku bi hev re lûleyên HDPE ve girêdin.
2. Piştî ku makîneya qaymaqê ya elektrofusionê elektrîkê veke, têla sifir têxe nav fîşeka elektrîkê.
3. Amûrên HDPE têne germ kirin û dihêlin HDPE bihele, ku lûle û amûrên HDPE baş bi hev ve girêdide.
Derzî
Pîn rêbazek bi tevahî otomatîk peyda dike ji bo misogerkirina ku parametreyên rast ên kaynakirinê têne bikar anîn. Di hundurê her pînê de rezîterek heye. Dema ku qutiya elektrofusionê bi fîtînê ve girêdayî ye, pîn dihêle ku ew bixweber dema rast a hevgirtinê ya ku ji bo çêkirina girêdanê hewce ye nas bike. Tekane tiştê ku operator divê bike ev e ku pêl bişkoka "go" bike.
Nîşander
Zeexta ku ji hêla plastîka helandî ya berfirehbûyî ve di qada girêdanê ya di hundurê fîtingê de di dema pêvajoya elektrofusionê de çêdibe, dê guhên nîşankerê derxe. Ev nîşanek xuya ye ku zexta girêdanê ya pêwîst hatiye bidestxistin.
Parametreyên weldingê yên qalibkirî
Parametreyên kaynakirina destî di hemî alavên laş de têne qalibkirin. Agahiyên ku têne dayîn mezinahiya alavên wergir, materyal (PE80 AN PE110), SDR-yên lûleyên guncaw, parametreyên kaynakirinê, û rêjeyên zextê ji bo sepanên gaz û avê vedihewîne.
Barkod
Kontrola kalîteyê di bingeha serkeftina alavên pêvekirinê de ye. Barkod şopandina tevahî heta koma polîmer, madeya xav a ku alavên pêvekirinê ji bo her alavên pêvekirinê têne çêkirin, peyda dike. Barkod her weha parametreyên kaynakirinê ji bo me, bi qutiyên elektrofusionê yên bi skanerek barkodê ve hatine çêkirin, vedigire. Koda QR ya nû ya li ser hemî alavên pêvekirinê şopandina tevahî li ser her alavên pêvekirinê yên ku digihîjin xerîdar nîşan dide.
| Navê Berhemê: | Fîtûrên HDPE yên Elektrofusion ên 45 Pileyî yên Milê Ji Bo Dabînkirina Avê PN16 SDR11 PE100 | Mal: | PE100 Materyalê Xav ê Virgin |
|---|---|---|---|
| Rêzan: | EN 12201-3:2011, EN 1555-3:2010 | Bikaranînî: | Gaz, Av, Petrol hwd. |
| Taybetmendî: | OD50-1000mm | Bender: | Bendergeha Sereke ya Çînê |
Ji bo hûrguliyên hilberan û karûbarê profesyonel bi me re têkilî daynin.
Ji kerema xwe e-nameyê bişînin:chuangrong@cdchuangrong.com yan jî Tel: + 86-28-84319855
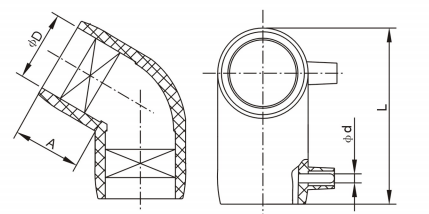
| taybetmendî φD | L mm | A mm | Φd mm |
| 50×45° | 130 | 50 | 4.7 |
| 63×45° | 180 | 63 | 4.7 |
| 90×45° | 230 | 83 | 4.7 |
| 110×45° | 270 | 90 | 4.7 |
| 160×45° | 280 | 85 | 4.7 |
| 200×45° | 330 | 100 | 4.7 |
| 250×45° | 420 | 115 | 4.7 |
| 315×45° | 470 | 130 | 4.7 |
| 400×45° | 580 | 140 | 4.7 |
| 450×45° | 587 | 145 | 4.7 |
| 500×45° | 587 | 151 | 4.7 |
| 560×45° | 735 | 180 | 4.7 |
| 630×45° | 735 | 185 | 4.7 |
CHUANGRONG û şîrketên pê re girêdayî di lêkolîn û pêşvebirin, hilberîn, firotin û sazkirina lûle û alavên plastîk ên celebê nû de pispor in. Ew xwediyê pênc kargehan bû, yek ji mezintirîn hilberîner û dabînkerê lûle û alavên plastîk li Çînê. Wekî din, şîrket xwediyê zêdetirî 100 setên xetên hilberîna lûleyan e ku li navxweyî û derveyî welêt pêşkeftî ne, 200 setên alavên hilberîna lûleyan. Kapasîteya hilberînê digihîje zêdetirî 100 hezar ton. Sereke ya wê 6 pergalên av, gaz, kolandin, maden, avdanî û elektrîkê, zêdetirî 20 rêze û zêdetirî 7000 taybetmendiyan dihewîne.

| BABETÊN TESTÊ | NETÎCE | XELASÎ | |||
| XUYABÛNÎ | DIVÊ RÛYÊN NAVXWEYÎ Û DERVE YÊN FITTINGAN PAK, LÛS Û BÊ QÛLÊN HEWAYÊ, ÇALAKIYA TIJKIRINÊ, XIRXANDINÊN EŞKERE Û QUSÛRÊN DIN ÊN RÛYÊ BIN. DIVÊ FITTINGÊN LORÎYAN BÊ QUSÛR, DERÎ Û DAHATINA BERFIREH TEMAM BIN. DIVÊ FITTINGÊN LORÎYAN BÊ QUSÛR, DERÎ Û DAHATINA BERFIREH BÊN RAKIRIN. | XWENDE | |||
| ÇÊKIRINA SOKETA AN JÎ DAWIYA SOKETA ELEKTROKEYÊ | NAVÎNÎ OD MM | / | XWENDE | ||
| STÛRIYA DÎWAR MM | / | XWENDE | |||
| DERVEYÎ GIROŞBÛNÊ MM | / | XWENDE | |||
| DIRÊJAHIYA LÛLEYÎ MM | / | XWENDE | |||
| Dawîya Zengila Fitînga Elektro Fusion | NASNAMEYA NAVÎNÎ MM | ZÊDETIR JI 160 | XWENDE | ||
| DIRÊJAHIYA QADA HEVDÎTINÊ MM | ZÊDETIR JI 20 | XWENDE | |||
| KÛRÎYA SOKETA MM | 68-98 | XWENDE | |||
| DERVEYÎ GIROŞBÛNÊ MM | KÊMTR JI 2.4 | XWENDE | |||
| Performansa Elektrîkî ya Fittinga ElektroFuzyonê | 23℃ MAX: navkirî x (1+10%) + 0.1ΩMIN: x-ya nominal (1-10%) | XWENDE | |||
| TAYBETMENDIYÊN FÎZÎKÎ Û MEKANÎKÎ | DEMÊN ENDÛKSIYONÊ YÊN OKSÎDASYONÊ (200℃) DEQÎQE | ZÊDETIR JI 20 | XWENDE | ||
| Hêza Hîdrostatîk | 80℃/, STRESA HELBESTÊ 5.4Mpa, DEMA ZERERÊ ≥165h, BÊ ŞIKESTIN, BÊ RIJANDIN | ||||
| ENCAMÊN MUAYENEYÊ | FITTINGA LORÎYA NIMÛNEYÊ LI GOR PÊWÎSTÎYA STANDARDA ÇÎNÊ GB/T 15558.2-2005 "BEŞA 2" LORÎYA SÎSTEMA LORÎYA POLÎETÎLEN (PE) A DI NAV DE YA JI BO LORÎYÊN GAZÊ TÊ TESTKIRIN: "FITTINGA LORÎ". ENCAM LI GOR PÊWÎSTÎYA STANDARDÊ NE (GB/T 15558.2-2005 "BEŞA 2" WEKÎ EN1555-3:2010 E) | ||||
1. Dabînkirina avê ya şaredariyê, dabînkirina gazê û çandinî û hwd.
2. Dabînkirina avê ya Bazirganî û Niştecîhî
3. Veguhestina şilavên pîşesaziyê
4. Dermankirina kanalîzasyonê
5. Pîşesaziya xwarin û kîmyewî
6. Guhertina boriyên çîmento û boriyên pola
7. Veguhestina çil û heriyê ya ji axur.
8. Torgilokên boriyên kesk ên baxçeyê

Em dikarin sertîfîkayên ISO9001-2015, BV, SGS, CE û hwd. peyda bikin. Hemû cureyên berheman bi rêkûpêk testa teqandina zext-teng, testa rêjeya piçûkbûna dirêjahî, testa berxwedana şikestina stresê ya bilez, testa kişandinê û testa endeksa helandinê têne kirin, da ku kalîteya berheman ji madeyên xav bigire heya berhemên qedandî bi tevahî bigihîje standardên têkildar.


Peyama xwe ji me re bişînin:
Kategoriyên berheman
-

Fittingsên Elektrofusion ên HDPE yên Derzîkirinê yên Qalibkirî P...
-

125/110mm, 76/63mm, 65/54mm HDPE E ya duqatî...
-

Vana Topê ya Polîetîlîne PE (Vanva Topê ya Yek-Paqijkirinê ...
-

Polîetîlen Electrofusion Tapping Saddle Tee ji bo ...
-

PN16 SDR11 PE100 Elektrofusionê ya 90 Dereceyê ya Milê ...
-

PN16 SDR11 PE100 90-315mm HDPE Elektrofusion F...
Girêdanên Civakî




Girêdanên Bilez
paqij bûn
- LÊZÊDEKIRIN:
Odeya 911, Avahiya T1, Navenda Ring, Rêya Dongda Hejmar 333, Chengdu, Çîn.
- TEL: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
Berhemên Germ - Nexşeya Malperê - AMP Mobîl
Lûleya Avê ya Pe, Pîpa HDPE û Fitting, Kelepçeya Tamîrkirinê, Adaptorê Nêr, Fîtkirinên Boriya HDPE, Çêkirina Boriya HDPE,
-

Telefon
-

E-name
-

Whatsapp
-

Skype
-

Kop
